Die Werkstücke werden am Förderband auf einen Haken am Warenträger gehängt.


Aufhängen
Vorbehandlung
Die Vorbehandlung des Metallsubstrates erfolgt mittels Eisenphosphatierung im Spritzspülverfahren. Es wird eine wässrige, saure, phosphathaltige Lösung in einer Waschanlage auf das Werkstück gespritzt. Dabei wird das Teil entfettet und es entsteht eine Konversionsschicht (Phosphatschicht). Die Konversionsschicht verbessert die Haftung von Pulverbeschichtungen auf dem Substrat und den Korrosionsschutz.
- Die Säure (H+) greift die Metalloberfläche an und löst sie auf. Das ist der so genannte Beizangriff.
- Dabei wird H+ verbraucht und der pH-Wert an der Grenzfläche zum Metall nimmt zu.
- Phosphate sind im Sauren löslich und im Alkalischen als tertiäres Phosphat unlöslich. Beim pH-Wert-Umschlag ins Alkalische bildet sich eine tertiäre Eisen(III)-phosphatschicht auf der Metalloberfläche.
- Ist die Oberfläche mit Eisenphosphat bedeckt, kommt die Beizreaktion und somit auch die Phosphatschichtbildung zum Stillstand.


Haftwassertrocknung
Nach der Vorbehandlung wird das noch am Werkstück haftende Wasser in einem Durchlaufofen mit Heißluftgebläse getrocknet.

Pulverlackapplikation
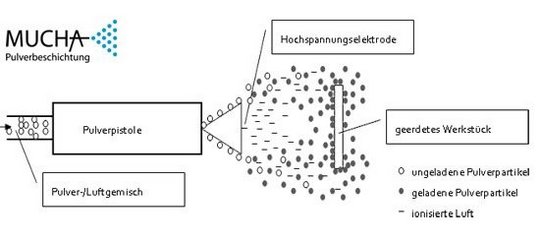
Mit Druckluft wird das Pulver/Luftgemisch zur Pistole transportiert. An der Pistole wird das Pulver zerstäubt und mit 100 kV aufgeladen (Ionisationsaufladung/Koronaaufladung). Durch die Aufladung haftet das Pulver am geerdeten Werkstück.

Eine Hochspannungselektrode an der Pulverpistole ionisiert die Luft. Durch die ionisierte Luft werden Pulverlackpartikel aufgeladen und entlang der Feldlinien zum Werkstück transportiert. Da einige Feldlinien auf der Rückseite des Werkstückes enden, entsteht ein Umgriff bei der Applikation des Pulverlackes. D.h. es bleibt auch Pulverlack auf der Rückseite des Werkstückes haften.
Video: Pulverlackapplikation Handkabine
Pulverpistole mit Ionisationsaufladung

Filmbildung und Härtung
Im Ofen verläuft der Pulverlack auf der Werkstückoberfläche und härtet chemisch aus. Z.B. 10 Min. bei 180°C zzgl. Aufheizzeit des Werkstücks.
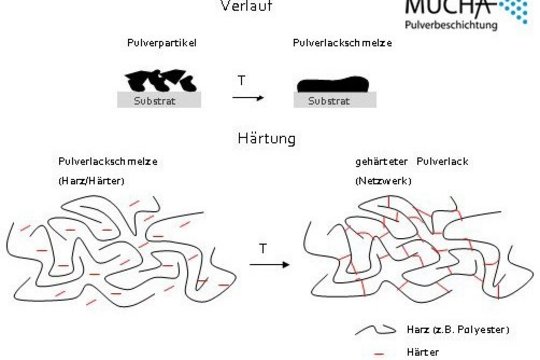
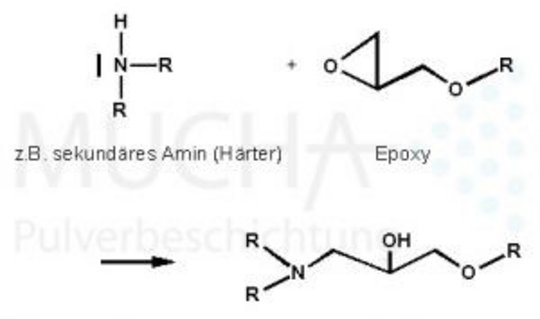
Die chemische Härtung der konventionellen Pulverlacksysteme ist in den folgenden Reaktionsgleichungen vereinfacht dargestellt.
Epoxysystem vernetzt mit einem sekundären Amin
Hybridsystem (Epoxy-/Polyester Mischpulver)

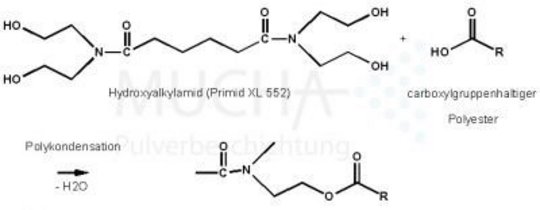
Polyestersystem vernetzt mit Hydroxyalkylamid (Primid XL 552)
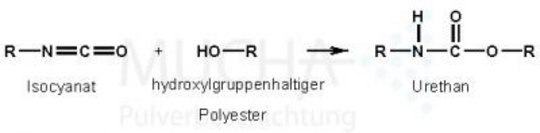
Polyurethansystem (hydroxylgruppenhaltiger Polyester vernetzt mit Isocyanaten)
Abhängen
Nach einer kurzen Abkühlphase wird das Werkstück vom Warenträger genommen. Anschließend erfolgt die Qualitätskontrolle, ggf. Montage und die Verpackung.